
Our Process


Introduction to Die-casting
Die casting in itself is a unique process. Since the technology consists of mechanical, electrical, electronics, thermodynamics, hydraulics, and metallurgy, the success of die casting purely depends on process control. The soundness of casting depends on how the process is controlled during die casting.
Alubee is having its state-of-the-art Die Casting facility equipped with a range of machines starting from 125 tons, 250 tons, and up to 350 tons capacity. Also, the progressive plan is to add higher tonnage machines to cater to a wide range of customers and varieties of products.
Raw Material for Die-casting
Aluminum ingots will be procured from reputed and authorized sources in and around Bangalore & Chennai. Based on the customer requirement, the ingots also will be imported from Thailand. All the raw materials will be subjected to rigorous incoming Inspection as per the Customer standard, and all the related testing and measuring facilities are available in-house at Alubee. Incoming quality inspection is performed for color code, weight, and cut section. The ingots are also subject to verification for porosity and chemical composition.

Raw Material for Die-casting
Aluminum ingots will be procured from reputed and authorized sources in and around Bangalore & Chennai. Based on the customer requirement, the ingots also will be imported from Thailand. All the raw materials will be subjected to rigorous incoming Inspection as per the Customer standard, and all the related testing and measuring facilities are available in-house at Alubee. Incoming quality inspection is performed for color code, weight, and cut section. The ingots are also subject to verification for porosity and chemical composition.

Metrology
At Alubee, the advanced state of art metrology department takes care of the dimensional verification activities for setting parts and all the development components. They are tested to ensure the accuracy, reliability, and precision of these components. The metrology lab follows the standards that are required by the customers and also the statutory norms required by the registered authorities for testing and verification.
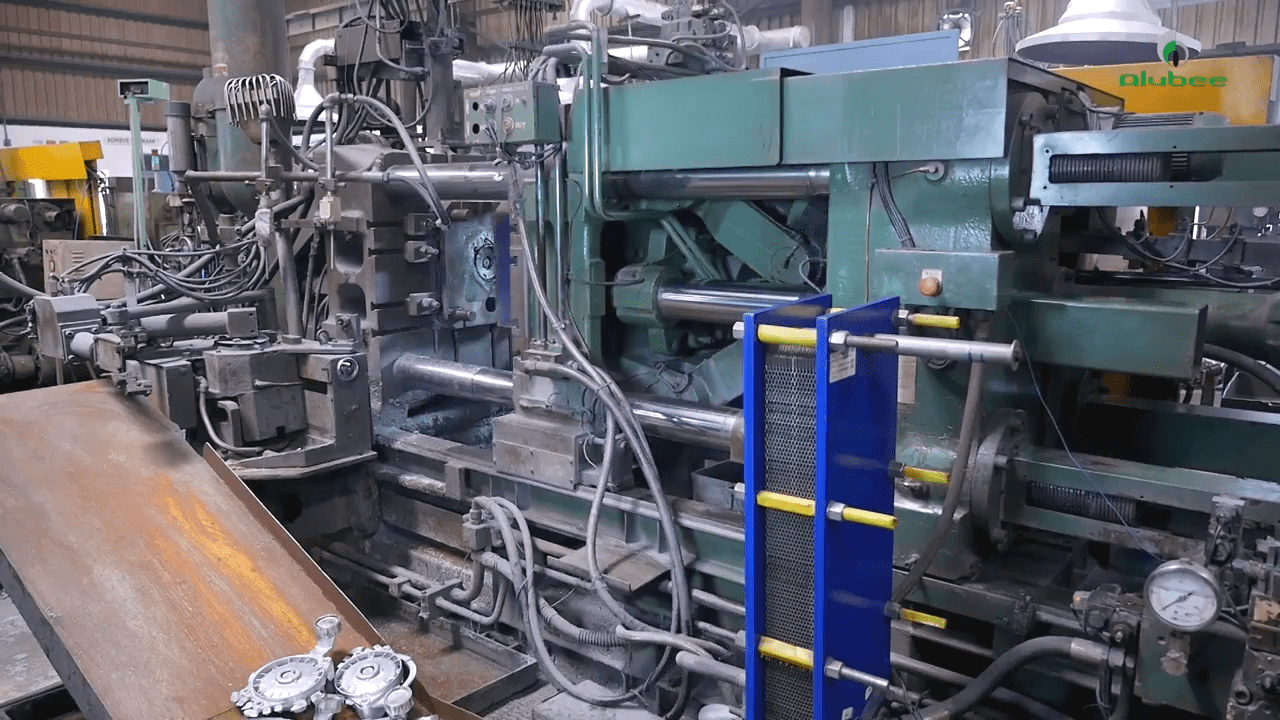
Pressure Die- Casting Process – A Glance
Fully automated high-pressure die casting is set-up. Die casting is the first and foremost process. The output of subsequent processes depends on this process. Once the ingot is received, it is melted in the mother furnace. Once the melting set temperature is attained, the alloy is cleaned with drossing chemicals. After the cleaning process, the molten alloy is ready for use. This molten alloy is transferred to the holding furnaces using the transfer ladles. After the molten aluminum is transferred on to the holding furnaces, Nitrogen degassing is performed, and the density index is verified. Only if the density index less is than two; the alloy is used for casting production.
Pressure Die- Casting Process – A Glance
Fully automated high-pressure die casting is set-up. Die casting is the first and foremost process. The output of subsequent processes depends on this process. Once the ingot is received, it is melted in the mother furnace. Once the melting set temperature is attained, the alloy is cleaned with drossing chemicals. After the cleaning process, the molten alloy is ready for use. This molten alloy is transferred to the holding furnaces using the transfer ladles. After the molten aluminum is transferred on to the holding furnaces, Nitrogen degassing is performed, and the density index is verified. Only if the density index less is than two; the alloy is used for casting production.

Fettling – Post-casting Process
Once castings are produced, they are moved to the fettling process. Fettling is a post-casting operation. This post-casting operation includes linishing, trimming, filing, shot blasting, and Vibro finishing. After the gates are linished, the components are moved for the trimming operation. After trimming, the minor burrs are removed manually and sent to shot blasting operations. Based on the customer and the process requirement, either shot blasting or Vibro or both of these operations are carried out.
SHOT BLASTING PROCESS
To improve the aesthetic of the component, shot blasting is performed. Stainless steel shots are used to achieve the desired finishing. Castings are moved to the machining processes after shot blasting is done.

SHOT BLASTING PROCESS
To improve the aesthetic of the component, shot blasting is performed. Stainless steel shots are used to achieve the desired finishing. Castings are moved to the machining processes after shot blasting is done.

CNC / VMC Machining
The performance of any product majorly depends on the dimensional accuracy of the components. The accuracy of the components further depends on the accuracy of the machining process. Computerized numerically controlled machining centers and vertical milling machining centers help Alubee to produce high precision components.
Alubee has a state-of-the-art CNC machine shop, which consists of CNC machines and VMC machines. The HASS model VMC centers are imported from the United States and ensure high accuracy and productivity. The consistency and repeatability of these machines are excellent. LMW CNC lathes ensure the customer requirements are met 100%.
POST MACHINING OPERATIONS
Once the CNC and VMC operations are done, the components are moved to post-machining operations known as secondary operations. In the secondary department, operations like drilling, tapping, burnishing, multi-head drilling, multi-head tapping, and impregnations are carried out. Milling, grooving, and bush pressing and other groove cuttings are some of the additional secondary operations done at Alubee. Post machining operation saves the cost. Instead of performing every operation in VMC, several operations are carried out in conventional drilling machines, tapping machines, and burnishing machines. This is to prove the concept of “Think global and work locally.” Once secondary operations are done, the components are moved to subassembly or moved directly for the final inspection.

POST MACHINING OPERATIONS
Once the CNC and VMC operations are done, the components are moved to post-machining operations known as secondary operations. In the secondary department, operations like drilling, tapping, burnishing, multi-head drilling, multi-head tapping, and impregnations are carried out. Milling, grooving, and bush pressing and other groove cuttings are some of the additional secondary operations done at Alubee. Post machining operation saves the cost. Instead of performing every operation in VMC, several operations are carried out in conventional drilling machines, tapping machines, and burnishing machines. This is to prove the concept of “Think global and work locally.” Once secondary operations are done, the components are moved to subassembly or moved directly for the final inspection.
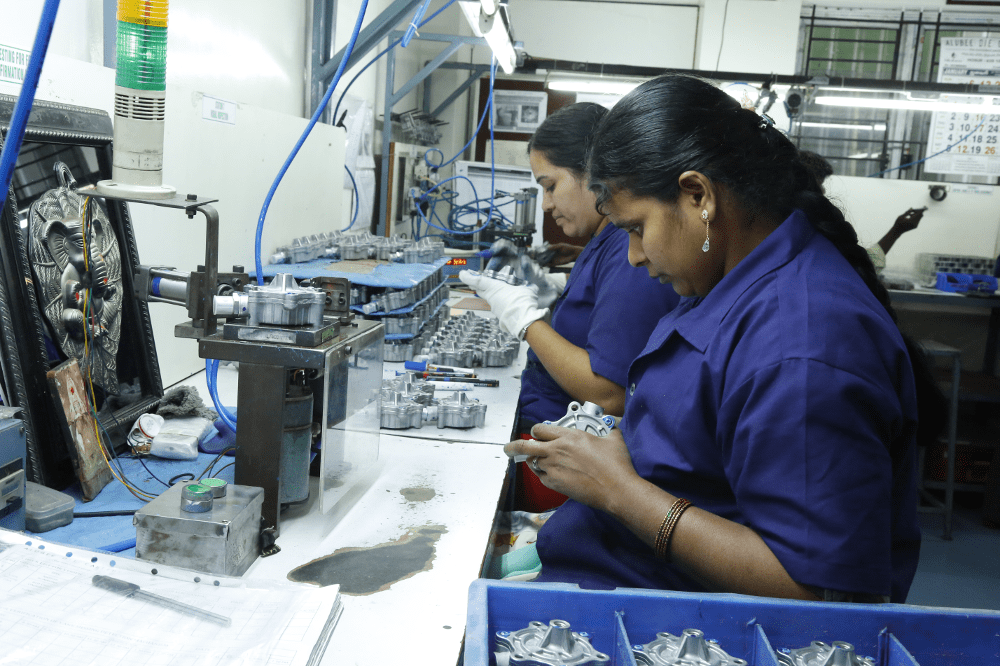
Assembly
The vacuum pump assembly is one of the challenging assignments Alubee has undertaken. Safety is a prime factor since the component is part of the brake assembly system. The vacuum pump assembly consists of the pump housing, pump plat, the rotor, and the O-ring. The electronic leak tester ensures the pump does not have any leak. The auto-confirmation mark after the assembly ensures that the leak is appropriately tested and passed. Alubee has the capacity of assembling around 2000 assemblies per shift.
Final Inspection
The final inspection ensures the supply of the right quality of components produced at Alubee to the customers. This is known as the zero-error station. Most important functional parameters are checked in the semi-automatic inspection machines. After the auto MFD, the components are moved for the packing. The quality is taken care of during the entire production process itself; the final inspection serves as a firewall.
The final inspection is made practical and reliable via inspection through automatic gauges, receiving gauges, and plug gauges. Varieties of packing available at Alubee includes carton packing, reusable bin-packing, plastic crates packing & export pallet packing.

Final Inspection
The final inspection ensures the supply of the right quality of components produced at Alubee to the customers. This is known as the zero-error station. Most important functional parameters are checked in the semi-automatic inspection machines. After the auto MFD, the components are moved for the packing. The quality is taken care of during the entire production process itself; the final inspection serves as a firewall.
The final inspection is made practical and reliable via inspection through automatic gauges, receiving gauges, and plug gauges. Varieties of packing available at Alubee includes carton packing, reusable bin-packing, plastic crates packing & export pallet packing.
GET IN TOUCH
Alubee Die Casters, Plot #20, A, SIPCOT – Phase 1, Hosur – 635126, Krishnagiri Dist, Tamilnadu